A Fortune 500 medical device company approached Flextech to see if we could solve a problem they were experiencing with a kit of surgical tools and accessories used in cardiac surgery. The kit includes a blood pump that is used during the surgical procedure.
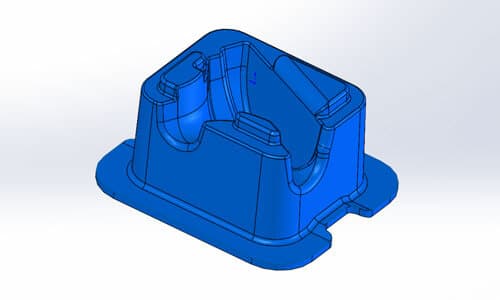
The pump is both fragile and expensive and was packaged using a vacuum-formed, high-impact polystyrene (HIPS) plastic tray. Unfortunately, the polystyrene tray wasn’t robust enough to provide adequate protection for the pump. If the kit was mishandled during shipment, the tray would break and the pump would be damaged as well. A damaged pump would render the entire surgical kit unusable. Also, replacing the broken pump was time-consuming and costly.
Our technical sales expert met with the customer’s packaging engineering team in order thoroughly understand the existing problems with the HIPS tray the pump was packaged in. Additionally, it was necessary for Flextech to learn the customer’s expectations for the functional requirements of a new tray material and design so that we could suggest suitable materials and develop a new tray design.








{kind=link}
{kind=link}
{kind=link}